[url=]关键词:[/url]精益生产,TPM,5S,薪酬与绩效,班组长培训
大多数人都能理解按照产品生产工艺的顺序进行设备的布局可以减少搬运和库存,并极大的缩短了生产交期,这样的布局方式可称为产品导向式布局。可是现实中还是存在很多把相同机器集中在一起的功能式布局(有称流程式布局)。典型的,比如加工车间会把冲压设备,车床,钻孔,研磨,焊接设备各自布置在不同区域,造成大量的零部件在工库存。
仔细考察工作内容就可以知道人们这样做也有其理由,首先这样的布局方式是为了应对小批量,多品种的产品(零部件)需求而发生的。另外,就是设备的产能和设备的体积都比较大不宜移动。如果在这样的情况下还按照产品的工艺路线布局肯定会带来这样的不利:一是企业需要为不同的产品购置许多设备,二是由于批量小同时设备的产能大,添置的设备利用率一定不高,也就会造成生产成本的增加,这肯定也不合理。
这种情况,只有通过“成组技术”提高产品的标准化程度,并围绕零部件“家族”布置产线,才能做到按生产工艺顺序布局,克服以上问题。这样的布局方式称为单元制造,由此发展出的加工设备称为单元机器,即零部件所有的加工在一台设备上完成。同样的思路运用到装配线就成了CELL LINE, 只不过它解决的是因作业难以平衡或需求不稳定造成的人员时间浪费的问题。
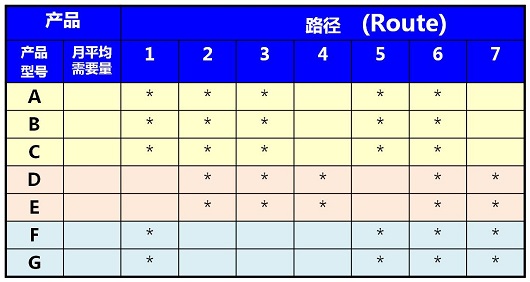
所谓“成组技术”就是把形状或生产工艺相同或相似的零部件归为同一族,这样,虽然是不同的品种却可以通过相同的机器排列方式完成加工。这意味着人们不用增加或移动设备,而是通过快速换模的改进可以完成多品种,小批量的生产,同时也有机会实现加工车间的单件流生产方式。显然,我们能确立的不同“零部件家族”越少越好,而要实现这一点是需要通过产品设计和制造设计的努力才可以真正达成的。所以我们说精益生产绝不可能单独靠制造部门就可以完全实施的。
http://www.szkaizen.com/#/fashion
| 欢迎光临 精益大本营 (http://leantps.net/) | Powered by Discuz! X3.4 |