生产结构
▌2.看板 所谓看板,是为了实现JUST IN TIME的管理工具。
▌2-1.看板的作用 ① 生产、搬运的指示信息。 板是显示“何时”搬运、生产“多少”、“生产”的信息传递卡 ② 目视管理的工具 1)抑止生产过剩的浪费 2)可通过看板判断生产进展 ③ 改善的工具 每个小库存区都设定看板张数,为了检验看板量是否合适,必须反复做以下工作: 减少一张看板 —— 发生异常 —— 找出原因 ——改善 这样减下来的看板实际上又给我们提供了改善的机会。
▌2-2.看板的种类 看板据其用途可分为两大类: 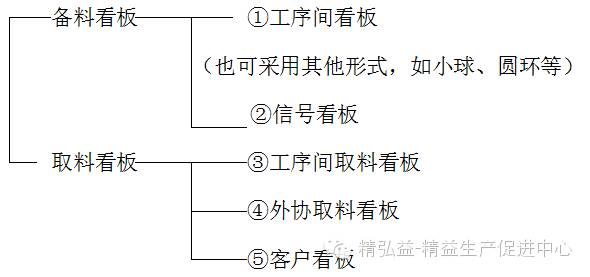
▌2-3.生产看板 生产看板是为了使前工序按照后工序的取料情况进行补充生产而在工序间使用的看板。 ▌2-3-1.工序间看板 按容积单位使用的看板(成品看板) 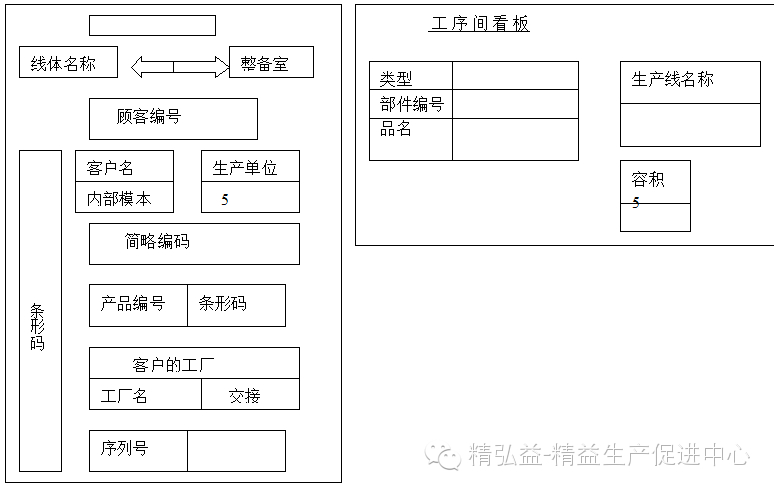
▌2-3-2.信号看板 像鈑金、吸附、树脂成型这样的工序一般是在一条线体上加工多种物品,信号看板就适用于这种批量生产工序的生产,它也被称为三角看板。 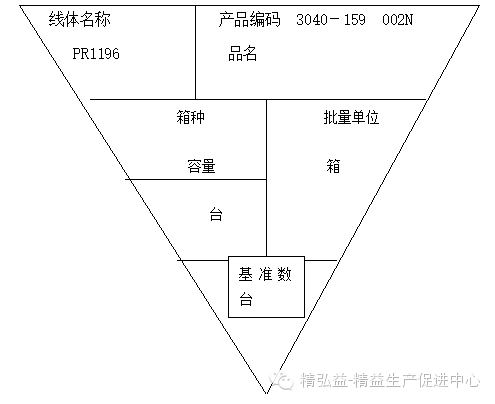
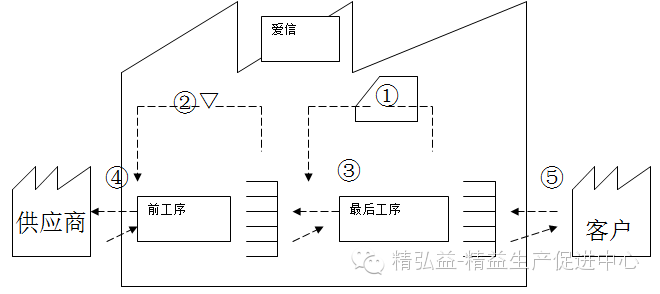
▌2-4.取料看板 在对很多部件进行加工组装的线体上,需要将各种各样的部件事先拉到线体旁,这时需要使用取料看板。 在取料看板中有工序间取料看板和外协取料看板•客户看板两类。
▌2-4-1.工序间取料看板 后工序到前工序拉料用的看板就是工序间取料看板。 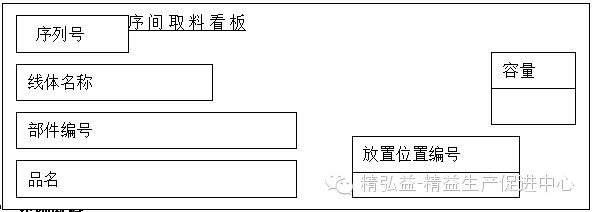
▌2-4-2.外协取料看板•客户看板 外协取料看板与工序间取料看板的操作方式是一样的。 它只是把前工序换成其他企业,以企业间的协议向外协厂家取料,而在后工序摘下看板后将其返回到前工序,前工序只是补充生产相应的半成品这一点上是相同的. 不过,外协取料看板•客户看板的循环周期是一定的(有标准,可调节)。 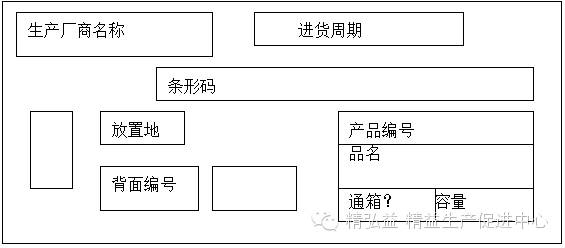
▌2-4-3.看板循环 以1-4-2为例说明。第一个数表示向外协采购的时间单位(日供货),第二个数表示在该时间间隔内的配送次数,第三个数字表示配送的间隔次数,是延迟系数。(举实例说明,若外协一天给我方配送四次,一天的工作时间定为8:00~20:00,外协每天8:00,11:00,14:00,17:00各配送一次。在配送到工场的同时外协会回收我方使用部件时摘下的看板,外协会将这些看板所代表的货物在间隔2次时送过来,即14:00。类推1-4-3,表示这一次取的看板所代表的货物在间隔3次时送过来,即17:00。 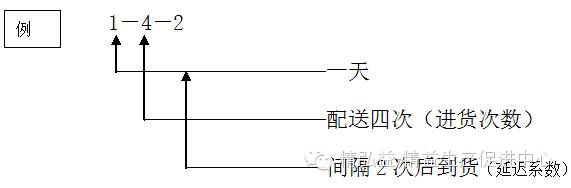
※延迟系数由每次配送周期决定。 延迟系数与配送次数实际上就是外协厂应对平准化和突发变化的能力的反映,所以应该加大采购频率、降低延迟系数。 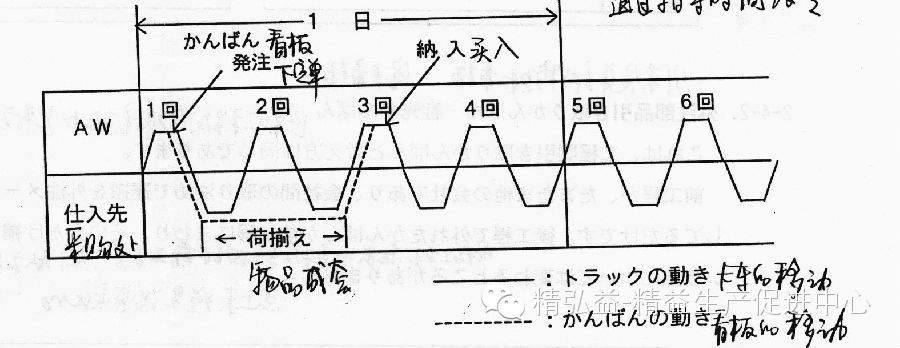
购次数 —— 多—— 平准化 延迟系数 —— 小 —— 能够适应变化(JUST IN TIME)
▌2-5.看板规则 ▌2-5-1.生产看板的规则 ① 前工序必须按照后工序摘下看板的顺序及看板所代表的量来生产其所代表的物品。 ② 看板是随物品一起流动的。 ③ 没有看板指令就不能生产
▌2-5-2.取料看板的规则 注:取料看板与生产看板是可以相互转化的。 ①客户根据需求下定单,根据定单取走成品库存。 ②原先在成品库存上都付有相应的看板,客户在取走一定量的库存之前需将看板摘下放入看板箱中。 ③因为此时最后工序的库存被消耗,所以需要进行后补充生产。此时要将看板回收到该工序的看板回收箱中,然后由搬运工拿着看板到前工序去取料。 ④拿着这些看板到前工序取料时,看板就是取料看板。取料前要将原先前工序半成品或部件上的看板摘下放到前工序看板箱中。当搬运工将所有用于总装工序的物料备齐以后,将刚才的取料看板放到总装工序的第一工位。此时刚才总装工序的取料看板转化为总装工序的生产看板。 ⑤类推,刚才被取走库存的前工序也需要进行补充生产。再重复以上所述过程。
一定要注意:没有看板时不能取料和生产。
若不遵守以上规则,会发生如下问题: ① 看板的数量会出现波动 ② 引起缺料 ③ 增加需发行的看板张数 ④ 库存增加(引起生产过多) ⑤ 不能产生改善需求 ⑥ 会变成大批量生产 ⑦ 生产的优先顺序会被打乱
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡








