点击标题下面蓝色字体“精益大本营”地方即可关注我们精益平台,订阅后,点击"查看历史消息”查看精益全章! 1、设备的柔性化对策 -- 地脚作战 传统批量生产时设备几乎全部是用地脚螺栓固定在地上的,因此在生产工艺的灵活应对上,处于无计可施的状态,我们在企业指导时遇到的这类问题也最多,那么在多品种小批量的时代,以“一个流”CELL生产的设备应该具备哪些特性呢?概括一句话:小型半自动、灵活可移动。小型、能实现嵌入式同步化作业的设备是CELL生产时需要具备的首要条件,目的是能灵活应对变化。
大批量生产的时代,生产企业犯过各种各样的错误,尤其是忘记顾客需求、单纯追求生产效率,结果导致盲目生产、大批量生产、搬运、库存等问题,企业被各种问题拖累的原因之一就是因为使用大型设备造成的。当今中国企业受高度增长、大量消费潮流的影响,抱着“反正都是生产”这种思想,数量由1个增加到10个,由10个增加到100个,甚至由100个增加到1000个。就这样,批量不断增加,并最终引入了和大批量生产相匹配的设备。当大型昂贵的设备摆在眼前,就会不由自主地考虑怎样提高它的开动率,并且“尽可能大量生产”的想法也会先入为主。我们忘记了一个事实,设备是因为作业而存在的,作业又是因为订单而存在,而订单正是因为有顾客需求才存在的。但作为工厂却忘记了这种最自然的生产循环。进行大批量生产表面上看起来好象生产效率很高,但是那只是只见树木不见森林的狭隘观点。导致的后果是产品整体流动发生混乱,必然使成本上升,整体的效率提高才是降低成本的关键。
我们再来看一下单元制造的设备柔性化的对策是什么呢?地脚作战,将不能灵活应变的设备安装轮子,根据订单需要灵活设计调整现场工艺布局。地脚作战(参见图5-7)的原则与理念有以下三条:

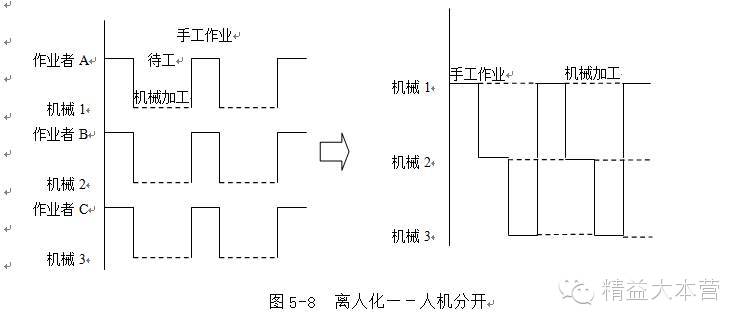
(1)不论什么设备全部要安装脚轮。 (2)地脚螺栓是柔性生产的敌人,全部拆除。 (3)设备加装脚轮时要保证作业高度合理。 更多的对策包括设备小型化、专用化、低成本简易自动化,请参见下文。 2、设备的小型化、专用化 大型设备的害处并不只是产生库存和增加成本。其最大的危害是导致人的意识脱离了顾客,完全以大型设备为核心考虑,并且在不知不觉之中形成了习惯。要想打破这种局面,只有想办法让产品流动起来,同时让全体员工了解顾客的需求。要想做到这一点,需要进行下列设备的改革。 (1)抛弃固有观念——设备小型化改造 大型设备不一定能做到的,小型设备一定能做到。首先,要将这种信念根植于头脑之中。 (2)彻底实行一个流加工 在研究使用小型设备时,彻底做到单件流动。 (3)LCIA(Low Cost Intelligent Automation) 制作小型、专用的机械设备,并使其智能化低成本(化),LCIA决定了应对变化的能力。 (4)进行内部自制 自己制造专用的小型机械设备。要将其他公司没有的、自己独有的技术秘诀固化。 (5)零件机构采购 如果要想廉价地自制专用的小型设备,而不购买市场上出售的整机,如果是无论如何都必需的机构部分,需要注意的是尽可能只购买所需要的零件和机构部分 设备改革是实现“一个流”CELL生产不可缺少的要素,要放弃一直以来以设备制造商的产品手册来导入设备的方式,应该根据自己工厂的产品流程制造自己独有的机械设备。 这时,需要遵守的要点有五个,即“小型”、“单件”、“LCIA”、“自制”、“零买”。 3、自动化和智能化 (1)自动化的步骤 即使加工相同的产品,我们也要考虑多种加工方法。尽管做出来的东西相同,但作业的实施方法和物流方法在各个企业却各不相同。在自动化的推行程度上,人和机器的关系大致上可以分为以下四种。 ① 人手作业 加工完全由人手来完成,这种方法完全依赖廉价的人工费用和快速的动作。 ② 机械化 将人进行的作业(加工运动)的一部分交给机械来完成,虽然是人机共同作业,但基本上还是以人为中心。机械化=人手的作业+机械的作业。 ③ 自动化 将某些范围的人手作业全部交给机械来完成。此时人的作业只有放置工件和按下开关,人可以离开机械。但是只知道单纯动作的机械,容易出现不良品。自动化=可能会生产出不良品的机械作业。 ④ 自控化(智能化) 放置工件,开始送料后,所有的加工工作全部由机械进行,加工完了后机器自动停下来。机器和人完全分离,并且机械的结构被设计成人不在现场也不会出现不良的现象。另外工件的取出、放置也实现自控化。自控化(智能化)=不会产生不良品的机械作业。 (2)自动化和自控化(智能化)的差别 就像人的作业行为中有工作和动作的区别一样,机械也分为“动作的机械”和“工作的机械”。经常有这种情况,为了实现自动化或省力化而导入机械设备。机械设备开动之后,机械的部分动作在人的帮助下完成,有时为了防止出现不良需要进行监视作业,这样本来是为了降低成本才导入的设备,导致企业不但需要支出设备运转费用而且也要支出人工费用,反而使成本上升了。为什么会这样呢?原因就出在(改成“在于”)这种“单纯动作的机械”上,这种机械只能进行简单的动作,加工动作的一部分要人手来完成,并且发生不良等异常时也不会自动停下来。因此这种机械需要配备对其进行监视(戏称为闲视)的人员。 自控化就是导入了廉价的、没人监控也能给工件赋予附加价值的自我控制的机械。实现自控化,要对作业动作进行仔细的分析,制作时间流程图,慢慢地将一个个的动作转变为自动化。要点是对设备费和人工费进行比较分析。因此自控化的导入,应贯彻“阶段性自控化”方式。最终实现离人化加工。 要想消除等待浪费,实现机械的智能化,首先要对机械进行改造,使人和机器分离。然后改变机械布局,将机械间的距离拉近,使一个人能负责三台机械或三个工序。这样就实现了1个人在没有等待浪费的情况下可以同时看A、B、C三台机械。其要点就在“离人化”上(参见图5-8)。 〈作业者3名、机械3台〉 〈作业者1名、机械3名〉
4、离人化– 人和机械分离及案例 (1)人和机械分离原理说明 将人和机械的工作分开,使人离开机械的“离人化”具体应该怎样进行呢?必须将加工相关的所有动作全部交给机械来做。一般情况下,在切削加工时的作业动作包括切削运动、切入运动、进刀(传送)运动三种。这其中哪怕有一个动作需要人辅助来完成,人就绝对不能离开机械。(图5-9)
① 一般情况下,切削加工由下列作业构成。 作业1 车刀复位 作业2 取下加工好的工件 作业3 装上未加工的工件 作业4 起动 作业5 切削加工 送料和切入运动,可将他们同等考虑,大致上可分为移动工件和移动刃具两种情况。将这些动作用“人和机械组合分析”来表示,如图5-10所示。 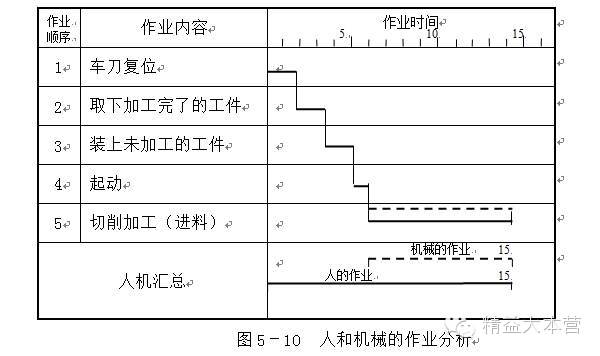
② 在这种人和机械的作业中,人是完全不能离开的。因此需改良机器,使其具有人可以离开的“离人化”构造,具体操作顺序如下。
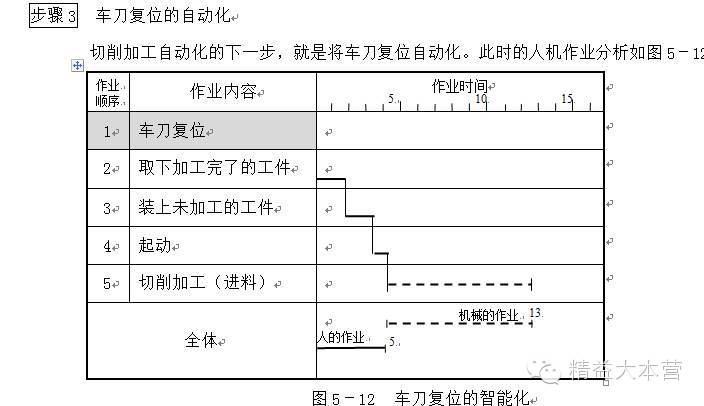
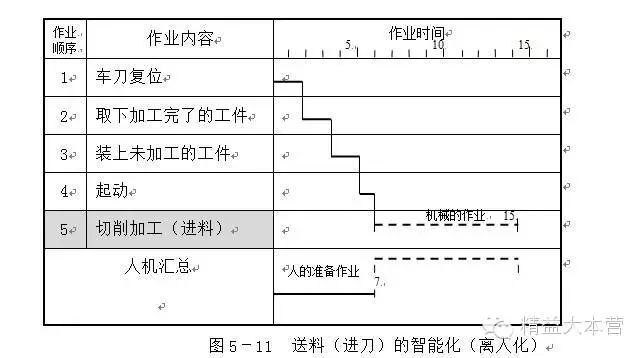
步骤1 切削运动的自动化 一般的切削工作,都是利用了工件或刃具的旋转运动。目前,几乎所有的切削机器在切削运动上都实现了自动化,虽然单纯将切削运动变为自动化并不能实现离人化,但首先要从切削运动自动化开始。这种情况下,人机作业分析保持原样。 步骤2 送料(进刀)智能化 下一步是将车床送料或切入运动自动化,如果是钻床,将进刀和工件固定,工作自控化。这样切削加工时,即使作业人员离开,机械也可以进行作业。离人化的第一阶段就完成了。这时人只剩下将加工完工件取下,装上下一个未加工的工件及起动作业三项。这些作业被称为“准备作业”(图5-11)。
步骤4 将加工工件取出的自动化 取下和装上这两个作业哪一个对精度的要求高呢?一般情况下,取下然后放置工件的作业不会有精度要求。因此,使用汽缸、气夹等廉价简易的机器手就能实现自动化。倒是将工件装上或载入时,对夹具及卡盘等的设计比较复杂,并且有精度要求。由此可以看出,在将工件装上的时候,和机械费用相比,还是人手的费用低廉。所以不对装夹作业实施自动化,而对取下作业实施自动化。图5-13是将加工完成的工件取下的人机作业分析。 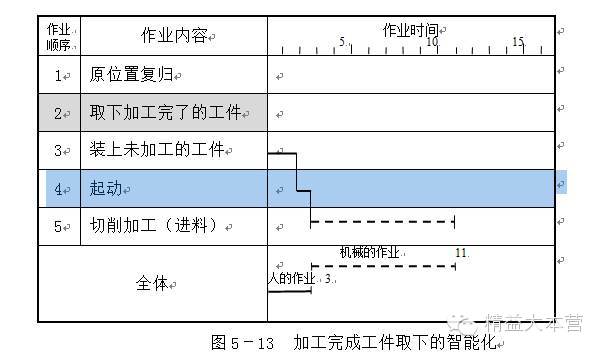
将取下作业智能化之后,就只剩下了投入工件(安装工件)、投入开关(合上开关)的作业。 步骤5 未加工工件的安装(投入)和起动的自动化 最后,剩下的人手作业只有将未加工的工件安装和启动开关这两个了。由于“安装作业”对精度的要求非常严格,“安装作业”自动化及机器人需要很多费用,所以到底是人手进行作业的费用低廉还是将“安装作业”自动化的费用低廉,要进行充分研究论证。图5-14显示了未加工工件安装作业和起动作业这两个作业施行自动化的情况。 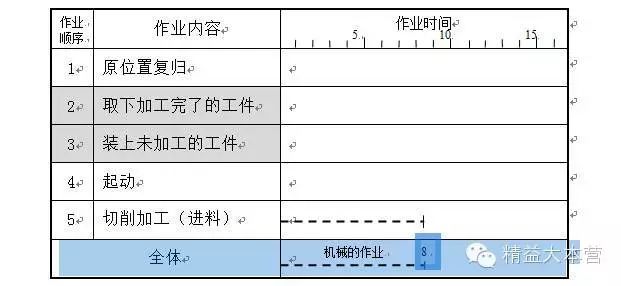
如前所述,要想实现LCIA化或完全无人化,最重要的是要形成完全离人化和不会出现不良的结构,一定要避免无视成本规律的自动化行为。特别是导入全自动生产线的情况,结果注定失败,因为它根本背离了多品种小批量的时代需求,只是一厢情愿的做法。 (2)人和机械分离案例分析 如图5-15所示,这是一台最常见的台式钻床,只有切削由电机带动自动完成。进行开孔加工的时候,必须使用右手操作钻头下落,同时用左手按住工件。在这种情况下,人是绝对不能离开机器
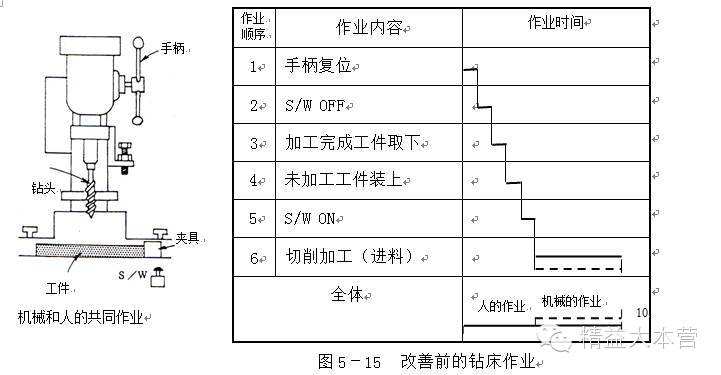
① “进刀(下压钻头)”的自动化改善 首先将进刀改成自动化,使人手可以离开。也就是说在放置好工件、将开关投入后,不再需要人手将钻头压下。如图5-16所示,按下开关后刀具开始切削运动,并且进刀、复位、S/W OFF全部实现自动化。首先将右手从机械解放了出来。 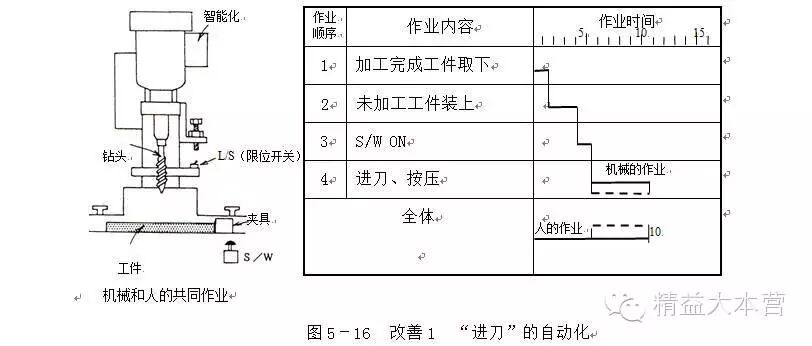
② “按压”的智能化改善 虽然右手可以离开机械,但作业者仍然不能离开机械。这是因为,在进刀的时候,作业者为了保证工件不发生移动,必须将工件压住,因此需要将“按压”作业改为自动化。如图5-17所示,在按S/W的同时,汽缸自动动作,将工件压住,实现自动化。这样在机械进刀的时候人可以离开机械,人的作业变为“放入作业”。
③ “取下”的智能化 进一步提高离人程度,将加工完成的工件取下的作业改成自动化。因此须进行图5-18所示改善,加工完了复位后,通过汽缸的动作,使由人取出工件的作业消失,实现了将工件取出作业自动化。这样钻床在开孔加工作业的时候,作业者只要将工件投入,然后按投入开关即可。
所谓自动机械,从字面上来理解,就是“可以自己动作的机械”的意思。只要按启动开关,便不用再劳烦人动手,机械可以自己加工工件。但是,这种加工方式也有不足之处。机械可以自己进行加工当然不错,但是,如果因工具缺损或切屑等原因产生不良品,机械并不知道自己停下来。结果本来应该是很便利的机械,却成了快速制造不良品的机械。因此,需要使设备达到“具有人脑判断能力的智能化”。当发生不良、工具损伤、产品流动受阻时,立刻自动将机械停下来。因此,需要对自动机械进行改良,使其具有能判断异常情况的功能,成为不生产不良品的机械。这种机械被称为“智能机械”。机械设备达到这种功能就是“智能化”。也就将“动作”变成“工作”了。但这还需要另一种生产技术-POKAYOKE。
------------------------------------------------------------------------------------------------------------------ 温馨提示:获得更多分享方法: 1、 打开微信-朋友-添加朋友-查找众账号-精益大本营 2、 点击标题下的"精益大本营"可直接添加关注!如果您觉得"它"还可以,请推荐给同事吧!人人参与才是精益的终极追求。 3、点击右上角-分享到朋友圈,让更多朋友关注精益、关注精益大本营!再次感谢您的关注!谢谢!! 4、点击精益大本营微信平台内右上角小人,可以查看历史所有全部文章 精益大本营是由一群从事精益生产、ie和企业管理的热心朋友所组织,致力于中国工业发展而相互学习帮助和问题讨论,希望我们的精益推送文章能够新老朋友一些帮助。 我们的qq群号是:176343137 更多内容请点击原文阅读。
回复1查看历史丰田物流文章 回复2查看历史看板文章 回复3查看历史活动组织 回复4查看tpm相关文章 回复5查看最新活动内容 回复6查看TQM文章 更多内容请点击原文阅读。
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡









