|
设备开动率是大家所熟知的一个制造业常用指标。设备可用率(OA)则是TPS在发展过程中所提出的一个新概念。OA是用来衡量设备根据需求而运转的可用率。在日文,它也被称作“Bekidoritsu”。设备开动率则被成为“kado-ritsu”。 详细的解释这两个名词,以及其他有关设备使用的指标,对有兴趣实施TPM全员生产维护的工厂尤其重要。 设备开动率 设备开动率是指在某一时间段内(如一班、一天等)开动机器生产所占的时间比率。 设备可用率 设备可用率是机器根据实际需求可以开机运行的能力指标。 高设备开动率的陷阱 乍看起来,较高的设备开动率似乎代表高效率。但如果不考虑下游客户的需求,而盲目地开动机器运行,就有可能造成过量生产的浪费。设备开动率的高低,应取决于客户或下游工序的需求。 设备可用率的理想值是100% 设备开动率并非一定要高,但设备可用率的理想值应该是100%。 设备综合效率(OEE) OEE是TPM的核心指标之一,它标志着设备被有价值利用的程度。OEE由以下三个数值相乘得到: 可用率× 生产效率 × 一次合格率 注意:上述公式中的“可用率”与OEE并不一定完全相同。可用率译自日语名词“时间嫁动率”(设备运行的时间比率)。OEE在某种程度可以说是一个理念,有时被人解释为『可用率 × 生产效率』(OEE公式的一部分),有时又被作为OEE的通用词。这些错误的解释愈发造成大家的混淆。 设备的六大损失 ①故障停机 ②换模或调整 ③短时间的停机 ④运转速度损失 ⑤制造废品 ⑥返工 ※有些企业或组织还增加了其他的指标 TPM要求生产人员也参与到设备维护中 与传统的生产设备维护依赖专业设备维护人员不同。TPM要求操作员负责日常维护、设备改善活动,及一些简单的维修工作,例如润滑、清洁、紧固和检查设备等。 TPS和TPM TPM诞生于丰田集团下属的电装公司 1971年,Nippondenso被JIPE授予生产设备维护卓越工厂奖。当时日本电装公司的生产设备维护管理已经具有了“全员”设备维护的雏形,也折服了JIPE的评审员们。而在那之前,绝大多数的设备维护工作,都分派给专业的设备维护人员。 注:Nippondenso日本电装,电装公司的原名,即现在的Denso公司;JIPE,JIPM原名,即日本工程师学会。 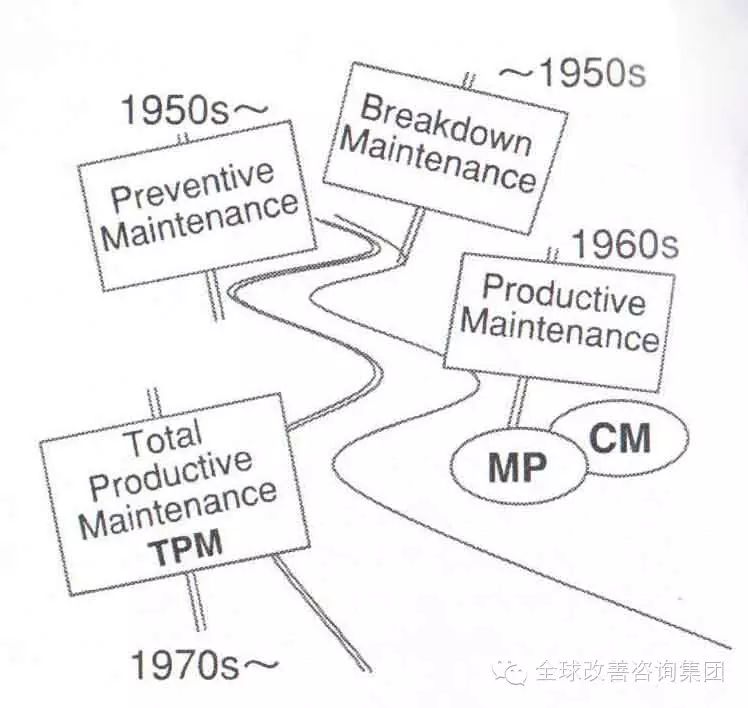
五个为什么 “五个为什么”是遇到问题时,要不断地追问“为什么”,才能透过问题表象,发现其根本原因。
关于“五个为什么”,大野耐一在《丰田生产系统》(纽约Productivity出版社1988年版)一书中层这样距离: 1. 为什么机器停了? 因为超负荷运转,保险丝烧断了 2. 为什么超负荷运转? 因为轴承润滑不足 3. 为什么润滑不足 因为油泵没有喷出足够的润滑油 4. 为什么没能喷出足够的润滑油呢? 因为泵轴有些磨损,嘎嘎作响 5. 为什么泵轴会出现磨损? 因为没有安装滤网,所以有金属屑掉进去 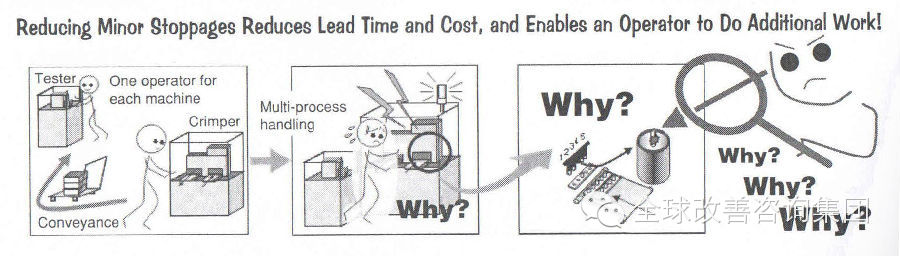
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡









