|
第一个山积图是把一条生产线的每个人(举例5人的生产线)组装两种车种背板的CT时间(绿色柱子),通过时间观测表(5组数据)测出后,制作成表,黑点是平均值,红线阴影是最大值,后面E作业者的黑线阴影是一个循环的附带作业时间。红色柱子是两种制品的加重平均时间,最终的ΣCT时间是取加重平均时间之和。通过此图表就很直观看出改善的最终瓶颈在哪个工位,哪个人。需要改善多少等就能达到目标,一目了然。 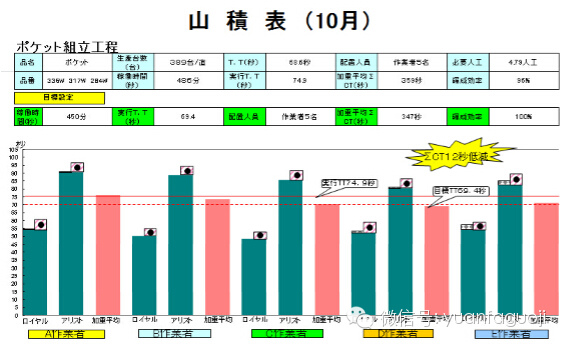
第二个山积表同样原理,只是把一个循环时间里的要素作业(不同颜色代表)细分解,表达出各自时间。通过柱状的大小就可以知道此要素作业在一个循环中所占的比例,与其他要素作业相比,如果占的大,可以着重进行关注和分析,从而找到改善点。 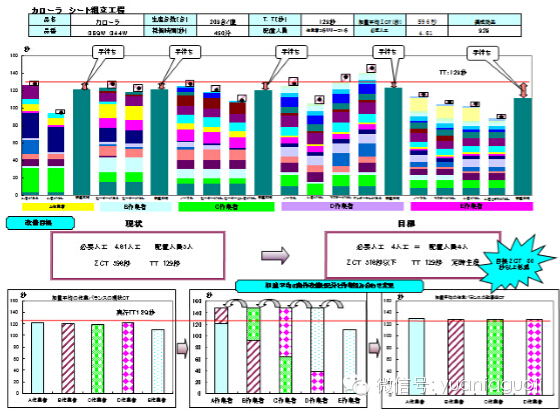
第三个山积图,是正味作业的简单表达方法,也就是我们在授课时说的实质性作业。把实质性作业刨除,其他(附随作业)就是我们改善的重点。在之前现场改善活动中,我们经常说要提高正味作业率,其实主要就是在降低附随作业时间。 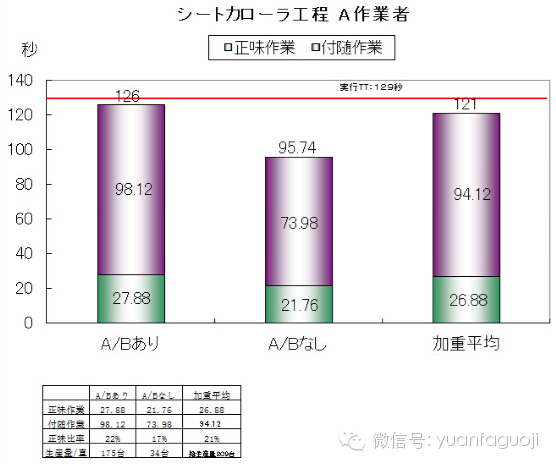
例外还有种情况,大家考虑下,该如何处理。例如附随作业不改善,把一个工序手动拧螺丝变成电动拧螺丝,缩短了拧螺丝时间了,大家想一下,正味作业率有变化吗?该如何计算?是不是证实如果想提高正味作业率,就必须要,也只有改善附随作业? 举个简单例子,大家共同探讨下。例:螺丝紧固工序 改善前:取螺丝(2秒)取手动螺丝刀(2秒)对准螺丝孔准备(3秒)紧固(5秒)放置螺丝刀(1秒)合计13秒 正味作业率:38.4% 改善后:取螺丝(2秒)取电动螺丝刀(2秒)对准螺丝孔准备(3秒)紧固(3秒)放置螺丝刀(1秒)合计11秒 正味作业率:27.3% 以上,计算正确吗?
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡










