生产结构
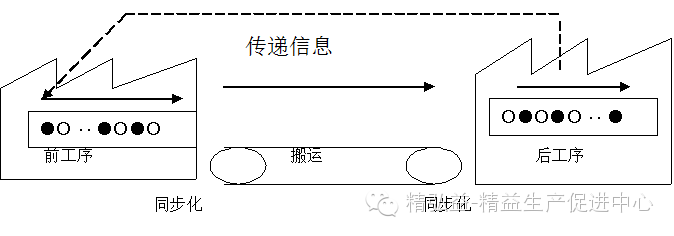
▌3.搬运 若想前工序的生产适时、适量,生产型号没有偏差,必须将各独立的生产工序有序地连接起来。也就是说,必须传递准确的信息、并按需进行搬运和生产。
▌3-1.搬运的目的和作用 (搬运的目的)适时、适量、适物的搬运。(Just In Time)
(搬运的作用)移动工序间的物品;将后工序的生产指示信息传到前工序
TPS(Toyota /total Productive System)中的搬运的特征: [根据实物与信息进行搬运]…少量搬运(多次搬运)
若要实现JIT,最好的搬运方式如下图:
JIT搬运最好是将搬运当作一道工序,搬运与前后工序形成一个流程,同步运行。
在对搬运工作进行改善的同时,不仅要考虑搬运的效率,还要考虑前后工序的同步化和整体的效率,必须考虑怎样才能使搬运更接近JIT。
▌3-2.搬运方式
▌3-2-1.定量•不定期的搬运 依据“在必要的时候,按必要的数量取必要的物品”的原则,当后工序的半成品使用达到一定量时,后工序到前工序去取半成品。 因为在发生生产停线等情况时其按量搬运的时刻也自动后延,搬运可与生产实现同步化,也更接近Just In Time。 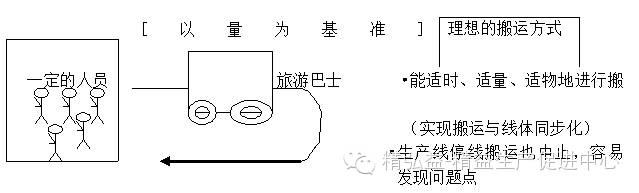
▌3-2-2.定期•不定量的搬运 指的是按规定时间进行搬运的方式。因此,搬运的部件量因为在规定时间内的耗用量不同而不定量。
搬运车必须能容纳规定时间内所需的所有部件量,其缺点在于装载效率容易变差。
[以时间为基准搬运] 
用于工厂与工厂之间、公司与公司之间的搬运
用于多条生产线之间的搬运
(因为线体不同其节拍时间也不同)
▌3-3.搬运的种类
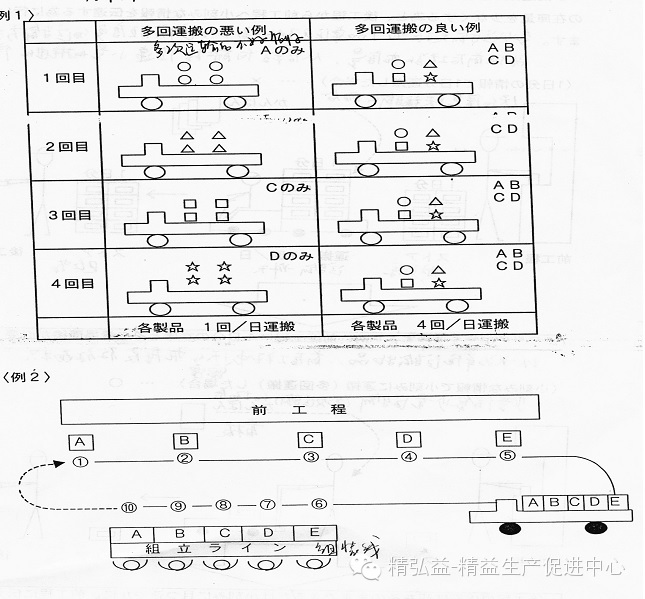
▌3-3-1.多次搬运 多次搬运是指按照一定的数量单位分多次搬运部件的方式,这是为了使前工序的库存量减少,也为了将后工序的生产信息更及时地传到前工序。
(一天的生产信息只传递一次的情况)。。。 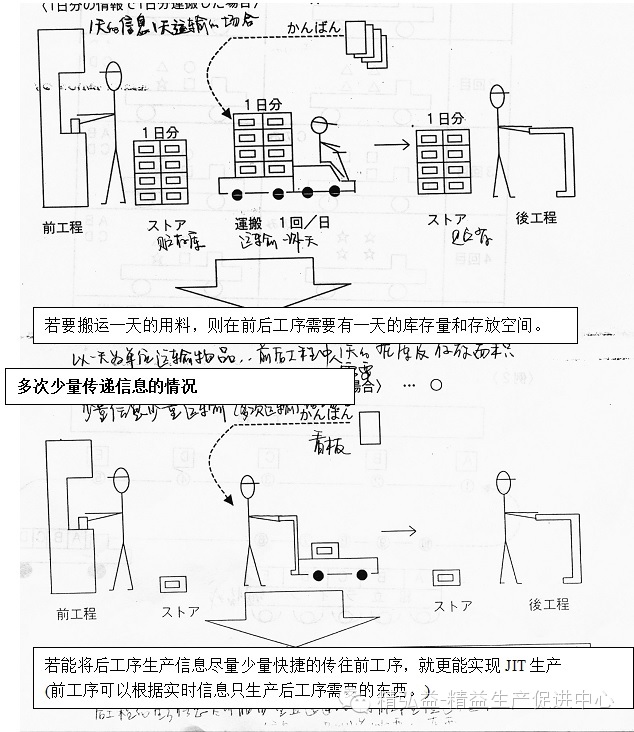
▌3-3-2.混装搬运 混装搬运指的是在一台搬运车上混装多种机型的部件后搬运到后工序的方式,可在不降低搬运效率(不会增加搬运总车次)的情况下可多次搬运,既能使前后工序的库存量减少,又能使生产工序信息及时传递。
▌3-3-3.直接投入。。。搬运(作业)的高效率化 不设临时放置区,将前工序的半成品直接拉到后工序进行生产,这样可以消除中间的一些多余的管理。
(设有临时放置区时) 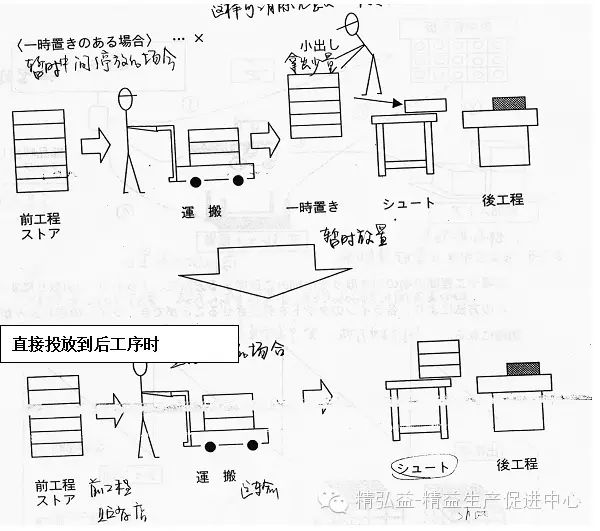
(直接投放方式的改善要点)
①减少每次的投放量
②缩短搬运距离(搬运距离变长就不能称为改善)
▌3-3-4.预定方式(呼叫方式) 它属于定量不定期搬运的一种,在部件即将用完时会收到信息,然后根据此信息搬运。它适应于用叉车等工具一托架一托架来搬运鈑金器件及总装部件的情况。
接收信息的集中管理看板有保存搬运请求信息的作用,通过这点可做到信息的先入先出,并且可判断对于现在的工作量来说安排的工作人员数是否合适,从而实现搬运的高效化。 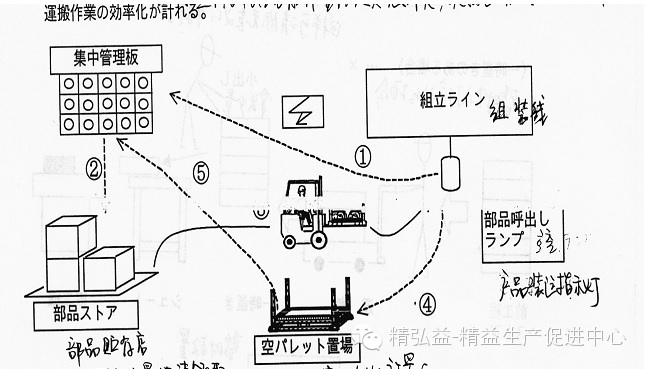
▌3-3-5.少量领取 少量领取工厂及工序间物品的搬运方式,实行1OR0的方式(少量)。 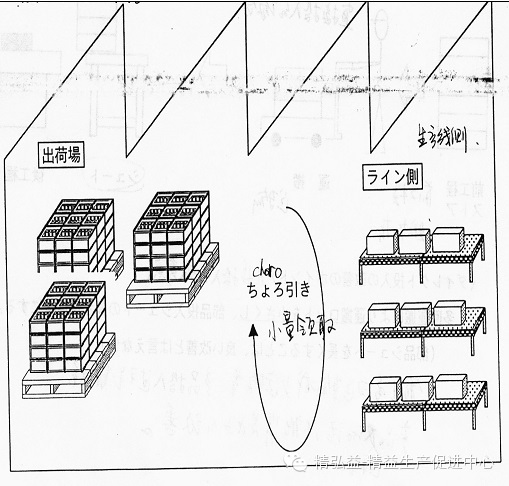
▌3-4.关于游水虫方式 它指的是按一定顺序在指定的多个前工序间循环,按照规定的数量收集后工序所需的各种部件,然后按顺序搬运到自己工序的搬运方式。也就是配套、定量、按顺序拉料的搬运方式。
(配套搬运)
它指的是在一次搬运(循环)中将总装需要的部件按套收集之后再搬运的方式
比起每次只搬运单种部件的方式,前工序的库存量会少。
因为每次搬运单种部件的量会变小,也能更密集地向前工序传达的生产指示信息量,波动会变小。
(定量搬运)
使用完一定量再搬运一定量的方式。
因为是定量搬运,可设定搬运的标准作业。
(顺序拉料)
当某工序决定了要加工的半成品和部件的顺序,搬运工就能按照该顺序去前工序拉料。
因为是按顺序领料,可以将搬运到线体旁的部件直接投放到需求工序,作业效率比较高。
(直接投放)
因为不需要在线体一侧设部件库存区,可减少库存空间。
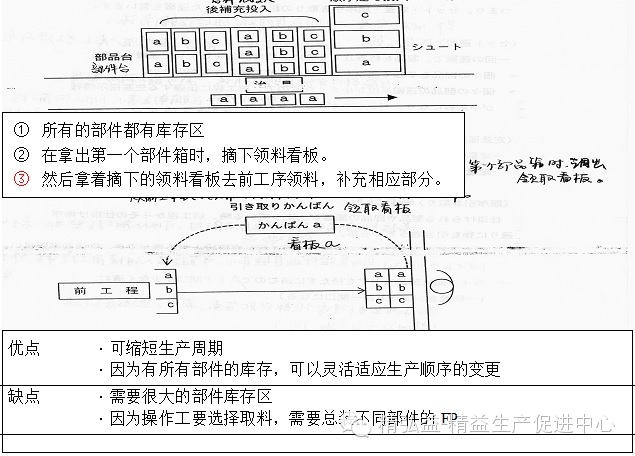
▌3-5.部件投放方式 部件投放方式有两种。
①后补充投放……后工序用多少补充多少
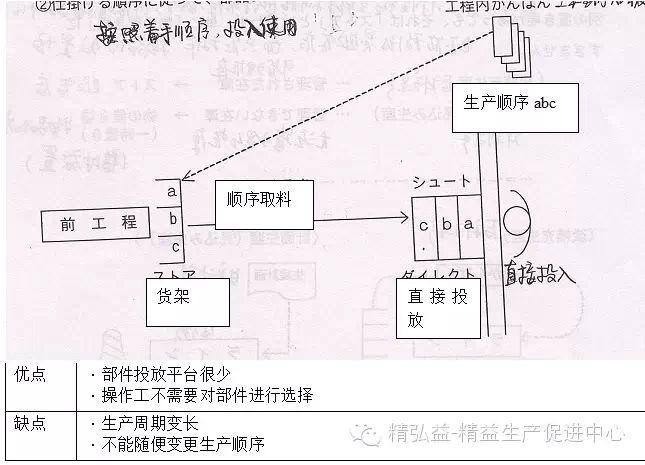
②顺序投放……按后工序所需要的数量与顺序投放
(顺序投放)
① 当决定了备料顺序时,只按需求顺序领取需要的量。
② 按照备料顺序投放到投放平台。
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡








