点击标题下面蓝色字体“精益大本营”地方即可关注我们精益平台,订阅后,点击"查看历史消息”查看精益全章! (2)标准作业组合表和标准作业表的编制方法 即使在头脑中对标准作业组合表及标准作业表有充分的理解,但在实际记入的时候,仍会觉得有些地方很不好写。因此,最好在现场实际的作业状态标准化之前,通过一个事例进行简单的演练。 以“表5-11 零件别能力表的制作方法”中所示的零件别能力表为基础,按下面的条件1和条件2编制标准作业组合表和标准作业表。 条件1 加工工程的顺序 毛坯—A01—A02—A03—A04—B01—完成品 条件2 必要数613个/日 ① 总运转时间为每天7小时50分,中间无短暂休息。 ② 作业者的步行时间全部按2秒计。 ③ 在该事例的演练中,假定无刃具更换,所以不进行考虑。 编制顺序 ① 计算反应时间 反应时间=当日总的运转时间/当日的必要数 ② 编制标准作业组合表 在时间轴上,将①的反应时间用粗红线标出。 ③ 编制标准作业表 其要点为标准作业待工数达到多少。 (3)零件加工能力表的制作方法 表5-11的表格是“零件加工能力表”,将在标准作业组合表和标准作业表的编制中使用。另外,这之后的页面,可以在标准作业组合表和标准作业表编制之后加以参照。 该表的编制顺序如下所示。 ① 工序………工程的顺序号码 ② 工程名称……作业或者工程的名称 ③ 机器代码……所用的机器的代码 ④ 基本时间 ·手动作业时间( 直线 )……记入作业者在各工程的作业时间。 ·自动传送时间( 虚线 )……机械加工工件的时间。 ·完成时间……………………在工程中,完成一个工件的加工所需要的时间。 完成时间=手动作业时间+自动传送时间(直列作业式)。 ⑤ 刃具 ·更换个数………记录更换的个数 ·更换时间………记录更换的时间 ·单个的更换时间=更换时间÷更换个数 ⑥ 每个的合计时间=完成时间+单个的更换时间 ⑦ 加工能力………1天特定时间所能做出的个数 =当日总的运转时间÷单个的合计时间 ⑧ 图示时间………手动作业时间( )和自动传送时间( )用图记入。比如2个工序的场合,表示方法如下,在记入标准作业组合表时,做到一目了然。 具 ·更换个数………记录更换的个数 ·更换时间………记录更换的时间 ·单个的更换时间=更换时间÷更换个数
(4)标准作业组合表的制作方法 表5-12是在事例演练中使用的另外一个表格,既标准作业组合表。编制标准作业组合表时,参照该表加以比较编制表格。编制顺序如下: 顺序1 将反应时间用红线画出 反应时间=总运转时间÷必要数 顺序2 判定一个人是否可以完成 使用演练用的零件别能力表,通过手动作业时间和步行时间的和来判定在反应时间内是否可以完成。 顺序3 在作业内容栏记入工程作业的内容 顺序4 在时间栏记入各自的时间 顺序5 将手( )、送( )、步( )的时间记入表格。 自动传送时间超过反应时间时,将该部分由0秒的位置引出。 顺序6 检查作业组合 虽然将超过反应时间的自动传送时间从0秒处引出,但仍有时会和手动作业时间重合。这时,就会发生等待,意味着作业组合不成立。 在这种场合,只有再次对作业进行修正或着手进行改善。希望现场不要默认待工浪费的存在。 顺序7 确认是否可以在反应时间内完成作业 将全部作业完成之后,步行返回到作业顺序1的位置,确认和反应时间的重合情况。 ·和红线完全重合………作业组合很合适 ·超过红线………对超过的部分进行改善 ·比红线短………将其他作业流水线化
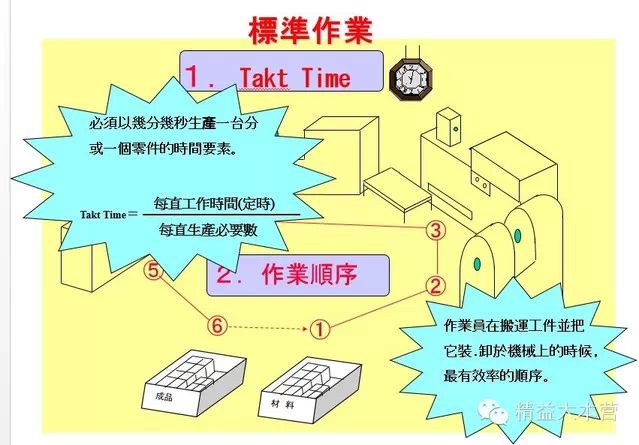
(5)标准作业的制定方法 图5-2是例表,编制标准作业表时,参照该表比较进行。
该表的编制顺序如下所述:
------------------------------------------------------------------------------------------------------------------ 温馨提示:获得更多分享方法: 1、 打开微信-朋友-添加朋友-查找众账号-精益大本营 2、 点击标题下的"精益大本营"可直接添加关注!如果您觉得"它"还可以,请推荐给同事吧!人人参与才是精益的终极追求。 3、点击右上角-分享到朋友圈,让更多朋友关注精益、关注精益大本营!再次感谢您的关注!谢谢!! 4、点击精益大本营微信平台内右上角小人,可以查看历史所有全部文章 精益大本营是由一群从事精益生产、ie和企业管理的热心朋友所组织,致力于中国工业发展而相互学习帮助和问题讨论,希望我们的精益推送文章能够新老朋友一些帮助。 我们的qq群号是:176343137 更多内容请点击原文阅读。
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡








