|
点击标题下面蓝色字体“精益大本营”地方即可关注我们精益平台,订阅后,点击"查看历史消息”查看精益全章!
1、标准作业(Standard Operation) (1)标准作业三要素 此方法是精益生产的发明创造,当实现一个流工艺后,需要对多工序同步作业进行标准化,例如当1名作业员操作3台设备作业时,记录作业步骤和标准时间及标准半成品个数的表格是标准作业表。这个表是由生产技术部门编制,用于现场的指导监督。现场用此表教导作业员,进行作业指导。标准作业包括三个要素(图5-1): Ⅰ. 标准作业的周期时间 Ⅱ. 一个标准作业周期中手工作业顺序 Ⅲ. 标准在制品(WIP—Work In Process)的数量。
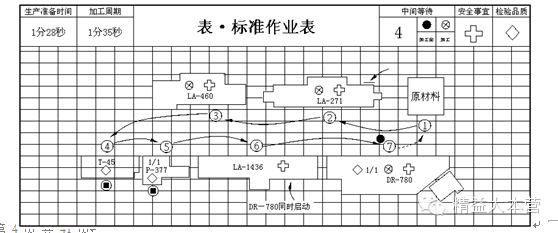
图5-1标准作业的3要素 要素1 标准作业周期时间 指的是需要花费多长时间生产1个产品,由生产数量和设备运转时间决定。 要素2 作业顺序 表现出来怎样的加工的顺序。不是产品流动的顺序。 要素3 标准半成品(WIP) 进行作业过程中必要的工序内半成品的最低个数,包括滞留在机器上的部分。 将这三个要素集中起来,班长组长等生产第一线的管理者对此加以分析总结。同时为了更好地实现标准作业的目的,生产现场在严格执行作业标准的同时,也有权力及义务对效率提出改善及革新的提案,前提是新方法必须有数据证明确实优于现行方法时,才能提出对标准的更新。切忌现场管理者凭感觉判断任意更改,那样只会给生产造成混乱,严重时影响到生产计划的按期完成。因此标准作业就是执行作业标准的同时在效率、成本、交期上进行科学改善与革新的方法。 (2)标准作业程序(SOP)理解 标准作业程序(SOP),它是用来确定作业顺序和周期时间的,标准作业程序表示总加工时间,包括人—机作业时间以及作业者行走的时间。在标准作业程序基础上建立标准作业图表。标准作业表描述了整个产品的生产过程,它包括了标准作业的三要素以及其他信息,如重点工位、质量控制点、安全检查点等。(参见表5-1) 标准作业组合表 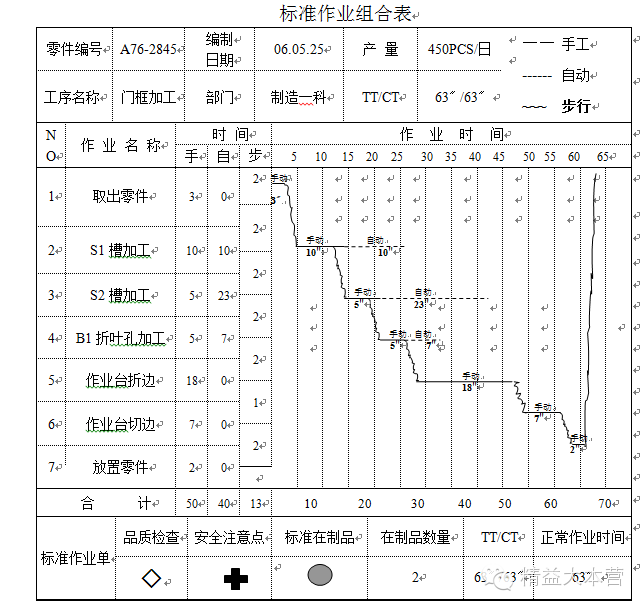
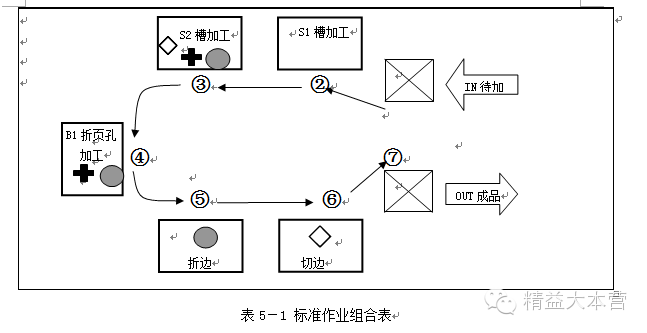
标准作业的设定中经过以下三个程序步骤: ① 不同工序的加工能力表(参见表5-2) ② 标准作业组合表(参见表5-1) ③ 标准作业表(Standard Operation)(参见表5-3) 所谓工序能力表是根据不同加工过程的生产能力(加工能力)按工艺顺序罗列出来的表。在这个表里记录了手工作业时间、机器作业时间(自动运转时间)、更换刀具、生产切换时间等。这是完成一个成品的过程中所用的加工时间基准,也是标准作业组合表的设定基准。 标准作业组合主要是两个部分来组合。第一是在生产准备时间内把手动作业时间和步行时间有机结合之后,确定一个人究竟能承受多少工作量。确定这个时间时使用前面叙述的加工能力表中的数据,根据它确定作业分配的顺序。第二是人与机器的有机结合,设计自动加工时间内进行下一步加工的生产准备及检查作业等并行作业流程。 制作标准作业组合表时,首先设定生产节拍的分解红线。它成了作业分配的基准。然后在工程能力表中对手动作业时间、步行时间、及并行作业内容进行设计,使其在生产节拍时间范围内完成。手动作业(实线)、自动送料(点线)、步行(曲线)来标记,根据红线的余裕来判断组合的好坏。这样用动态线图在一个平面上表示标准作业组合表中明确的工序范围就是标准作业表。这使U形(单元)生产线中的作业者行为动态一目了然。还有标准作业的三要素和品质确认以及安全等事宜能给管理者带来目视管理的效果,同时在作业指导和改善活动中发挥了很大的作用。它充分反应了作业方法中各种时间和空间关系,让管理人员很容易发现改善点。如果单元生产线的人员布置全部放在一个表里来表示,那么调整修改作业分配也方便多了。 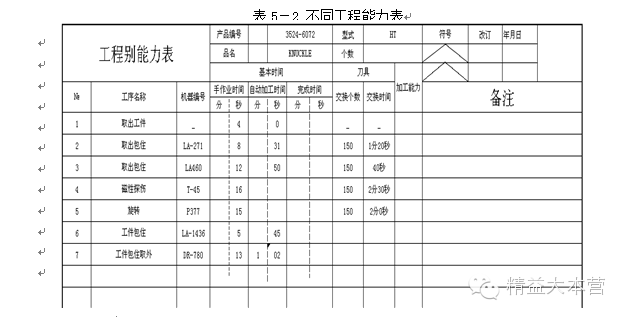
2、标准作业组合表和标准作业表的目的 一个流运转起来后,要马上编制表面化的表准作业(即:以表格为准的作业)。将表面化后的现状加以改革、改善并设定标准的作业,是提高一个流技术水平的秘诀。当试着填写标准作业表的时候,首先要做的是作业时间的匹配。表5-4是按照上述方法编制的木工的标准作业组合表。单纯按生产节拍进行作业设定的话就只需要将标准改成“表准(表格)”。然而在一个流改善的标准作业设定中主要是为了实现五大改革。下面对其要点进行说明。 (1)作业集合、压缩 在五个工序的U形流水线中,如果步行时间需要14秒,显然太多。因此首先要将设备集中在一起,然后对作业台的大小进行压缩,使步行的时间减少7秒或8秒。 (2)离人加工 S101槽加工工序人是无法离开的。这是因为人需要送板材。因此需要进行送料“智能化”及“离人化”改良。 (3)机械化、智能化 在该工程中,使用震盘将零件插入并不难实现。可以使用放入工件后由汽缸压紧的方法。要点为通过LCA(低成本自动化)实现人员离开。 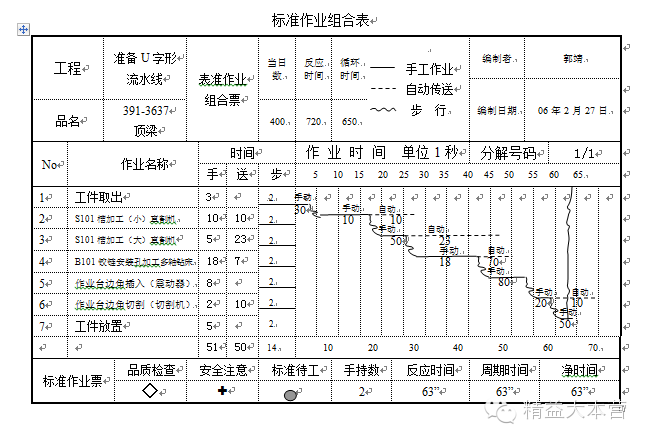 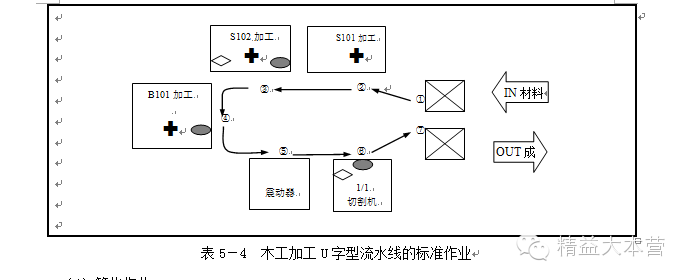
(4)简化作业 切角的手工作业需要8秒钟,显然时间过长,通过实施进料自动化,至少节约了4秒钟时间。 (5)零等待 T/T为72秒,与此相对,C/T为65秒,发生了7秒的待工时间。并且,通过离人化、简化作业等改善,等待时间进一步延长,超过了30秒。要想将等待时间消除,需要采用二字形生产线,加入其他工作,使工作场地“大厅化”。 就这样,将精益改革进行下去。我们发现标准作业并不是为了现场看起来干净漂亮,而是将问题点表面化,然后分别通过三现三即三彻进行改革。标准作业是“一个流”CELL生产改革的核心。 3、标准作业表的分类 标准作业虽然是以周期时间、作业顺序、标准半成品这三个要素设定的,但在其作业表中包含5个项目。 (1) 零件加工能力表(表5-5)是观察各个工序现状下的加工能力的表格。 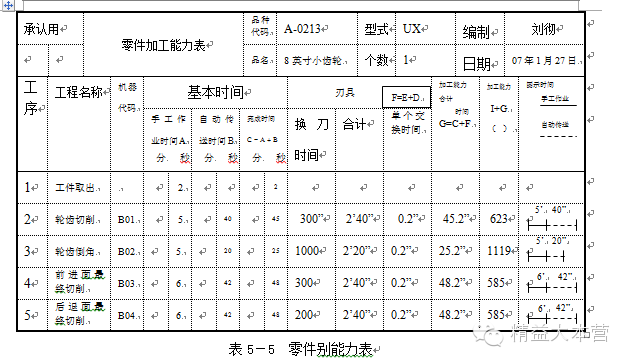
(2)标准作业组合表(表5-6) 该表是以“反应时间”为基准,将人和机械的工作时间过程“表准化”的东西。 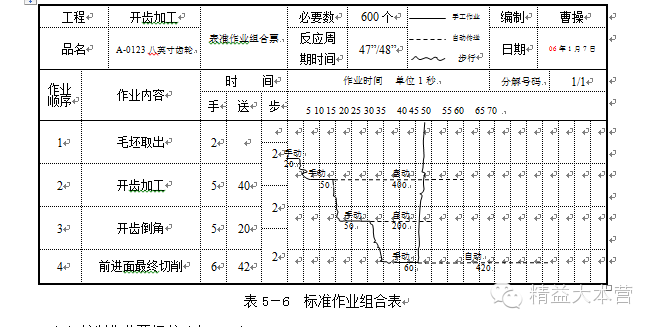 (3)编制作业要领书(表5-7) 该表格将作业所必须的机械操作、夹具更换、准备工作、加工作业的方法、特别是作业上需要注意的事项等记入表格。 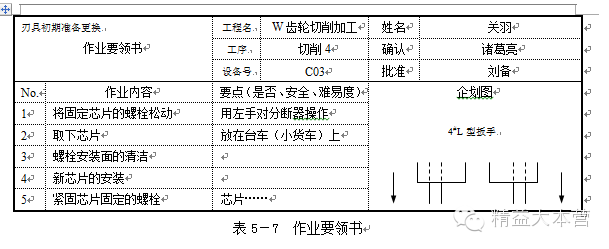 (4)作业指导书(表5-8) 是指导各工程的作业者按照标准进行准确作业的表格。 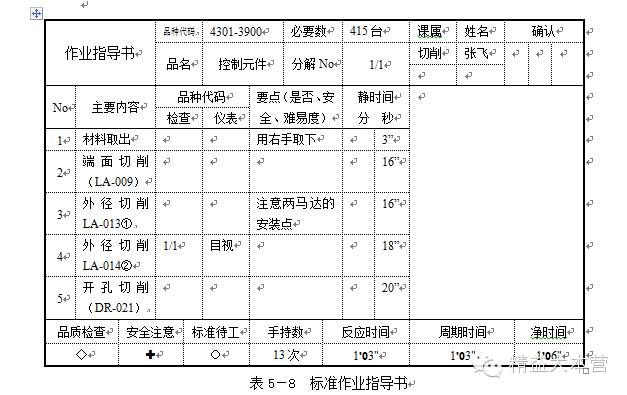
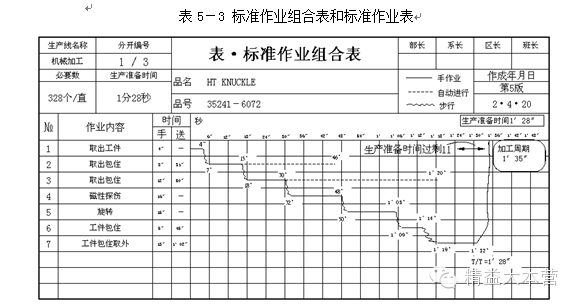
(5)标准作业表(表5-9) 是记入设备布局、反应时间、作业顺序、标准待工等项目的表格,是通过目视确认作业是否正确进行的管理工具。 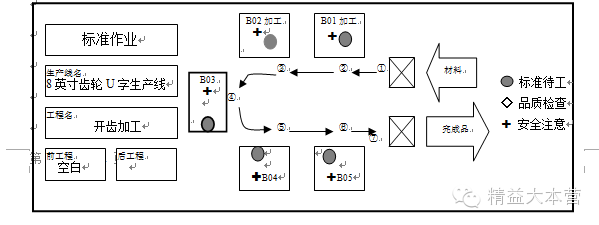 4、标准作业的设定方法 (1)标准作业的设定顺序 设定顺序1 零部件能力表的编制 将现状下进行的工程作业的加工能力编制表格。 设定顺序2 编制标准作业组合表 掌握手工作业、自动传送、步行的时间,观察人和机械的工作关联。 设定顺序3 作业指导书的编制 是对新作业者进行作业指导的资料。 设定顺序4 标准作业表的编制 做出表格,使设备布局、作业顺序等等事项一目了然。 这样,就设定了标准作业。一般,将标准作业组合表和标准作业表放在一起,标准作业表置于下方,贴在现场易于观察的位置。表5-10显示了标准作业表和标准作业组合表如何记入的例子。 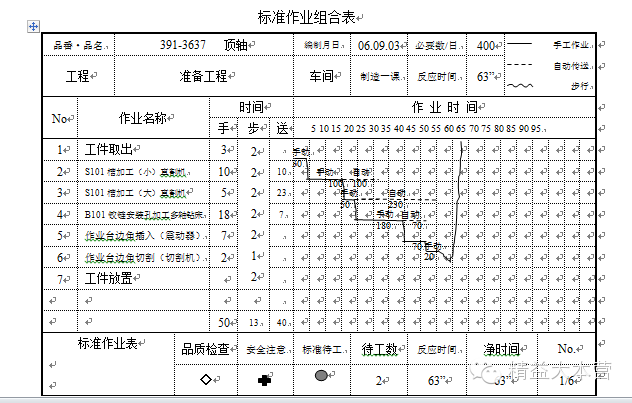 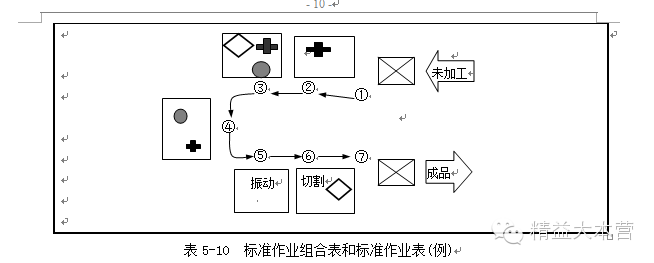 ------------------------------------------------------------------------------------------------------------------ 温馨提示:获得更多分享方法: 1、 打开微信-朋友-添加朋友-查找众账号-精益大本营 2、 点击标题下的"精益大本营"可直接添加关注!如果您觉得"它"还可以,请推荐给同事吧!人人参与才是精益的终极追求。 3、点击右上角-分享到朋友圈,让更多朋友关注精益、关注精益大本营!再次感谢您的关注!谢谢!! 4、点击精益大本营微信平台内右上角小人,可以查看历史所有全部文章 精益大本营是由一群从事精益生产、ie和企业管理的热心朋友所组织,致力于中国工业发展而相互学习帮助和问题讨论,希望我们的精益推送文章能够新老朋友一些帮助。 我们的qq群号是:176343137 更多内容请点击原文阅读。 回复1查看历史丰田物流文章 回复2查看历史看板文章 回复3查看历史活动组织 回复4查看tpm相关文章 回复5查看最新活动内容 回复6查看TQM文章 更多内容请点击原文阅读。
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡









