|
备适配电源的方法,在线外搭建换料所需要的环境,进而实现线外提前换料的目的。  方案确定后,小组设计制作了换料工装和条码尺,并采购了原厂电源。 方案确定后,小组设计制作了换料工装和条码尺,并采购了原厂电源。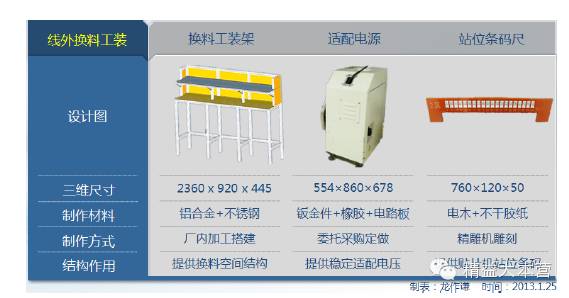 搭建完成后,通过实际操作验证,换料工装完全可以实现线外提前换料的目的。 搭建完成后,通过实际操作验证,换料工装完全可以实现线外提前换料的目的。 全面推广后,在线换料时间平均 1 分钟,占总切时间的 4.5%<5%。对策实施有效。 全面推广后,在线换料时间平均 1 分钟,占总切时间的 4.5%<5%。对策实施有效。8.3 对策实施三:完善吸嘴定置管理 通过调查发现,现有吸嘴定置率低的原因是没有规范的吸嘴盒。对此小组成员提出了“所拿即所用”的思路,随即统计了现有吸嘴的型号与数量,设计制作了专用吸嘴盒,明确规划了不同规格吸嘴的定置区域,方便快速寻找需要的吸嘴。 经过改善,吸嘴定置率达到了 95.65%,满足了大于 90%的要求,每次切换更换吸嘴平均节省 2 分钟,对策实施有效。 九、效果检查
经过以上改善,小组成员对 13 年 3 月份 SMT 线体的切换时间进行了统计,发现平均切换时间为 18 分钟,超额完成了 20 分钟的目标。 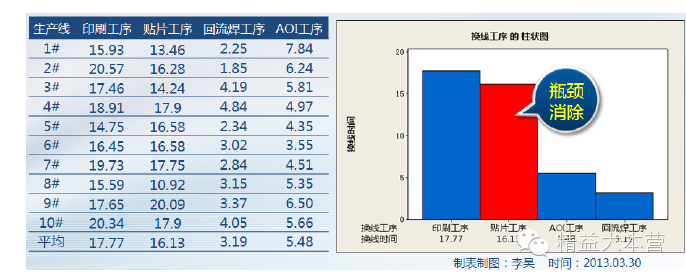 十、巩固措施 十、巩固措施
为了保证改善效果的持续,小组针对每条对策均建立了相应的巩固措施,并完善 了培训材料与作业指导书。
为了验证巩固措施是否有效,小组成员随即统计了 SMT 线体的切换时间,绘制折线如下,巩固期内的平均切换时间为 17.4min,巩固措施有效。
| 
















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡









